Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
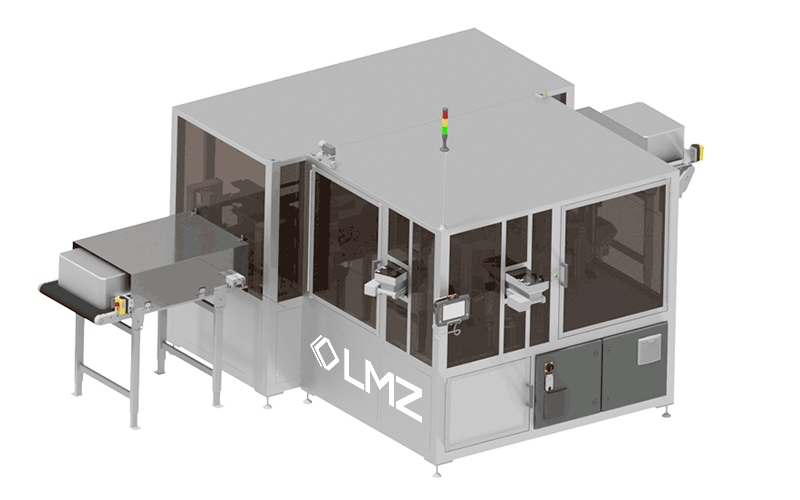
Dieser Vollautomat ist ausgelegt auf zwei verschiedene Varianten von kompakten und sensiblen Einlegebauteilen aus Metall. Die insgesamt acht Stationen der Anlage sorgen für die vollautomatische Montage und Prüfung der Bauteile.
Die Zuführung läuft über gestapelte Trays mit jeweils 88 Bauteilen. Ein elektrisches Raumportal und Linearförderantrieb befördern die Bauteile anschließend von der Förderstrecke in die Hauptanlage.
Bereits jetzt ist eine präzise Bauteilprüfung gefragt. Konkret geht es um die Ermittlung der Variante, des Drehwinkels und der Montageposition. Noch bevor der Montageprozess beginnt, ist die Automatisierung so in der Lage, das Bauteil auszurichten und gegebenenfalls um 180 Grad zu drehen.
- Beförderung per elektrischem Raumportal und Linearförderantrieb
- Erste Bauteilprüfung vor Beginn des Montageprozesses
Der zentrale Montageprozess vollzieht sich nun über drei Stationen. Hier werden insgesamt 6 Komponenten über die sogenannten Revolver in das Bauteil eingesetzt und auf Endlage nachgepresst. Ein Ausgleichselement gleicht zusätzlich Bauteiltoleranzen aus, sodass immer die gewünschte Montagetiefe erreicht wird.
In dieser Phase des Prozesses arbeitet die Automatisierung mit einer Vision-Kamera, um eine erneute Messung der einzupressenden Bauteile vorzunehmen. Die verbaute Kameratechnik ist aufgrund ihrer Präzision besonders wertvoll, denn die einzelnen Bauteilvarianten unterscheiden sich mit 0,91 mm nur minimal.
Tipp: Schauen Sie sich die einzelnen Stationen oben im Video genauer an.
- Einpressen von Komponenten über Revolver
- Präzise Bauteilmessung über Vision-Kamera
Es folgt eine abschließende Referenzmessung der Einpresstiefe mittels digitaler Messtaster. Bauteile, bei denen die Einpresstiefe nicht in Ordnung ist, werden in der nächsten Station auf dem n.i.O.-Band abgelegt und aus der Anlage gefördert.
Durchlaufen die Bauteile die letzte Prüfstation erfolgreich, werden sie erneut um 180 Grad gedreht und befinden sich in der korrekten Lage für alle nachgelagerten Prozesse. Ein elektrisches Raumportal kann die Bauteile schließlich zurück ins zuvor geleerte Tray legen, bevor sie wieder gestapelt und aus der Anlage herausgefördert werden.
- Digitale Messtaster führen Referenzmessung der Einpresstiefe durch
- Elektrisches Raumportal legt Bauteile zurück ins Tray
Bei vollständiger Bestückung des Förderbandes und der Bandbunker wird eine Autonomiezeit von zwei Stunden erreicht, und im 8-Sekunden-Takt über 2.000 Bauteile montiert und geprüft.
Die Anlage führt weiterhin in regelmäßigen Abständen selbstständig eine Dummyprüfung durch, damit die Bauteile zu 100% die Qualität aufweisen, die vom Kunden erwartet wird.




